Page 1 (updated 01/09/09)

|
Page 1 (updated 01/09/09) |
|
|
|
 |
 |
 |
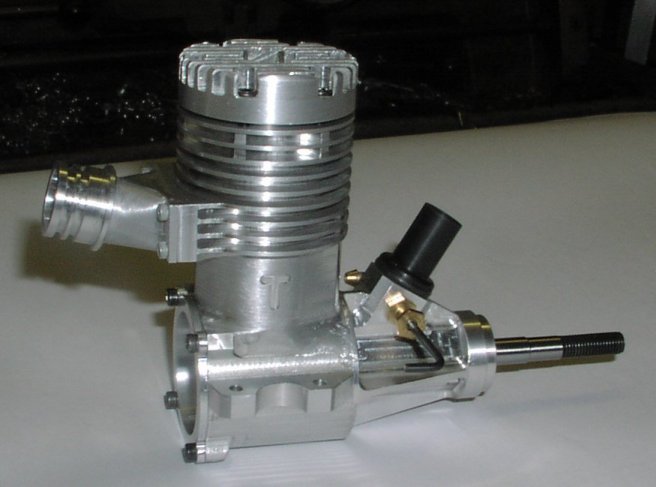
| Pictures 1 & 2 crank case parts at start of picture taking - some work done |
 |
 |
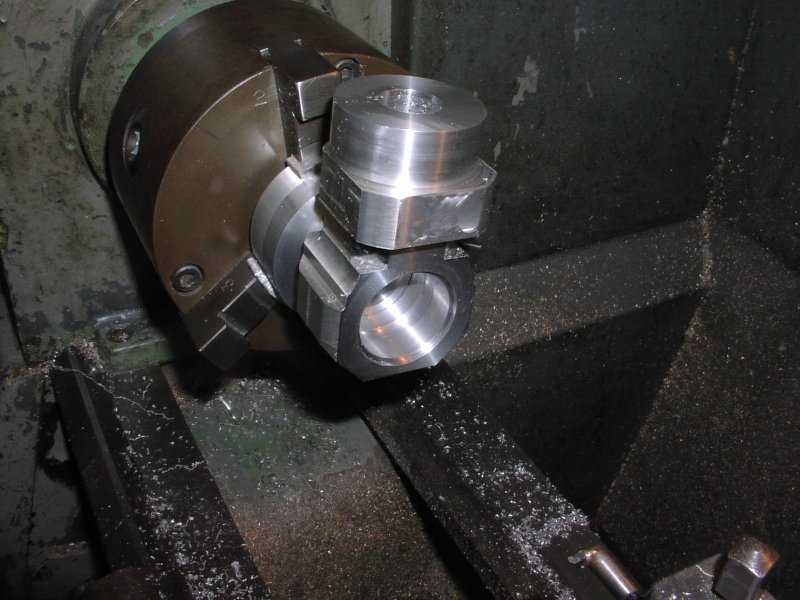
| Front housing threaded and having the back ballrace and plain section machined | Machining fixture for the front housing. |
 |
 |
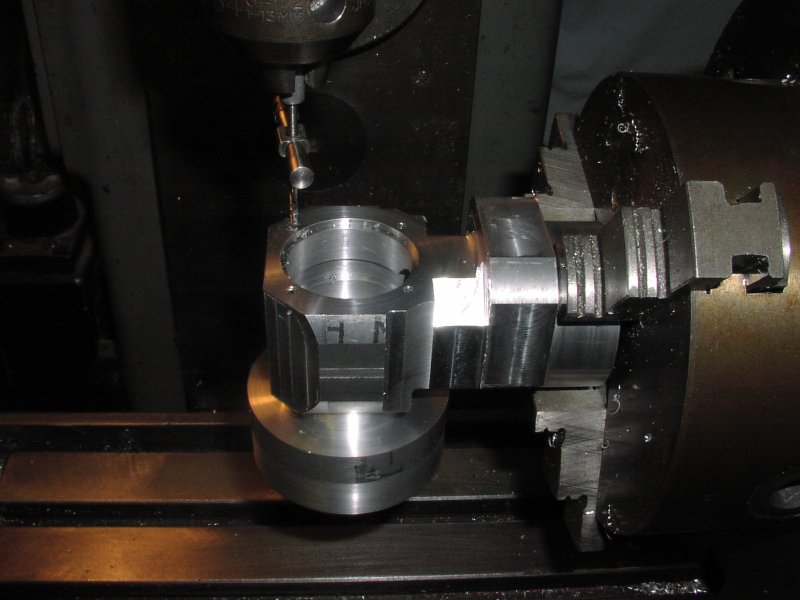
| Front housing on the fixture machining the front ballrace housing and the outside nose. | Machining the front face and the female thread and c/bore the main bore was machine in the milling machine with a boring head. |
 |
 |
|
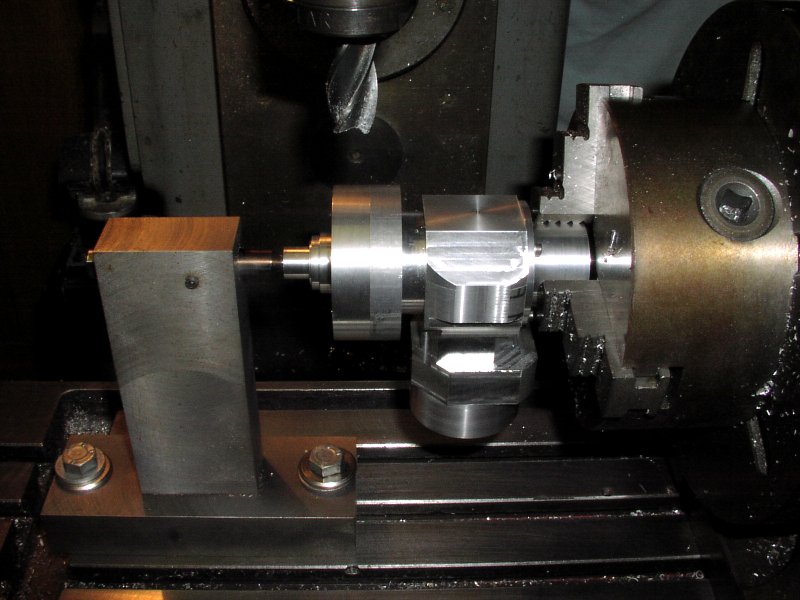
The 2 parts of the case screwed together with Loctite high temperature retaining compound. Note: The o/d of the front housing and the front face were skimmed when the ballrace housing was being machined so that these faces could be used as a location for the next operations. |
Set up to machine the back bores for the crankshaft, the clearance for the conrod, the oring c/bore on the back and face off for the backplate. |
 |
 |
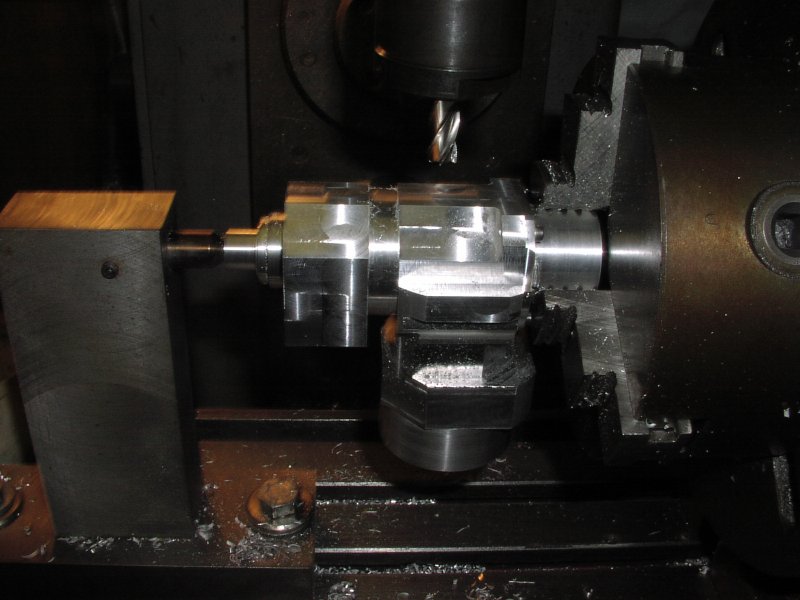
| The crankcase is set up in the dividing head on the milling machine to do the backplate mounting holes as these will be needed to mount the crankcase for further machining. | Again set up in the dividing head ready to rough out the crankcase and front housing the case is mounted on a false backplate and the front is supported by a accurate pin located on the front ballrace housing and the plain 12mm bore this pin will be used to dial off to do some tricky machining. later. |
 |
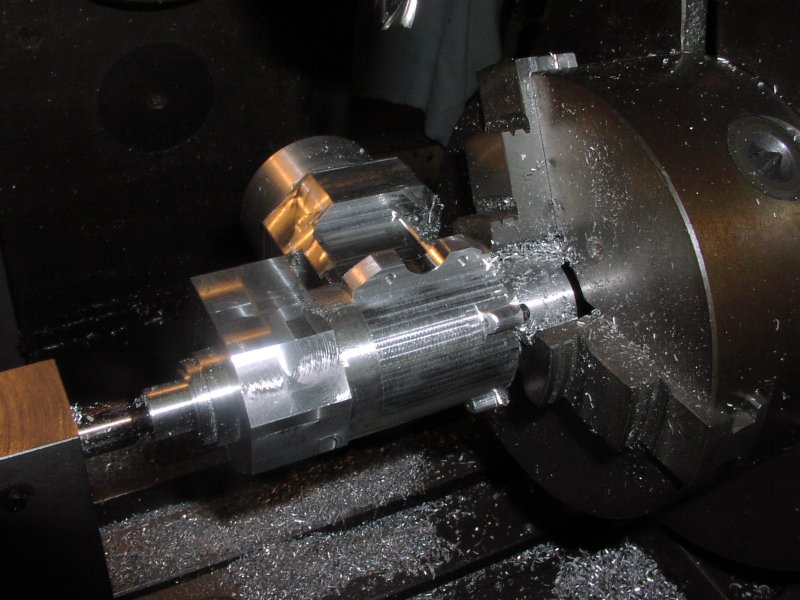 |
| Roughing out the crankcase - the mounting lugs are taking shape and a lot of material has been removed from the case. | Mounting lugs finished and the crankcase shape machined. The backplate screw lugs are machine with hand ground form tools. The mounting holes in the lugs are positioned with great accuracy as they become the main location for the machining of the inside of the upper crankcase. |
 |
 |
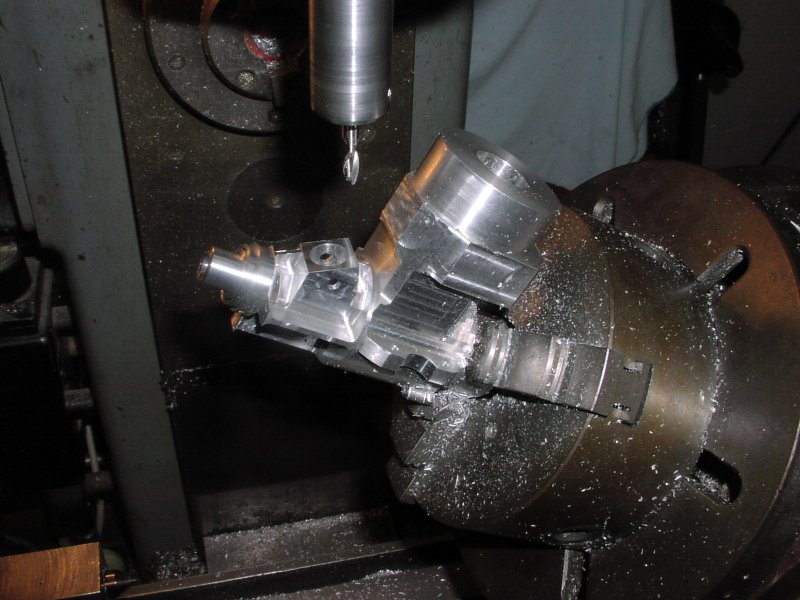
| The front housing webs are machined to thickness but left full width to use as datums later. Next the spraybar hole is drilled then the venturie top surface is machined with the dividing head tilted to 30° the venturi hole is machined relative to the spraybar hole by putting a pin through it and wobbling off it. | Finishing the webs and removing anything that doesn't look like a stunt engine. |
 |
 |
| The milling machine - no digital readout need apply - the dividing head is a proper solid tool. | More venturie internal and external machining. |