Page 1

|
Page 1 |
|
I flew the engine with these modifications for the rest of the year and, although it was much improved, it still was a handful when the wind was anything other than a light breeze. I modified a second engine to the same condition and they both performed in a very similar manner. I spent some time trying head shims and different venturi sizes to get the best I could from the engines.
At the end of 2006 I obtained a third G51 and decided to use it to experiment with some other ideas.
I made the following modifications:-
 |
 |
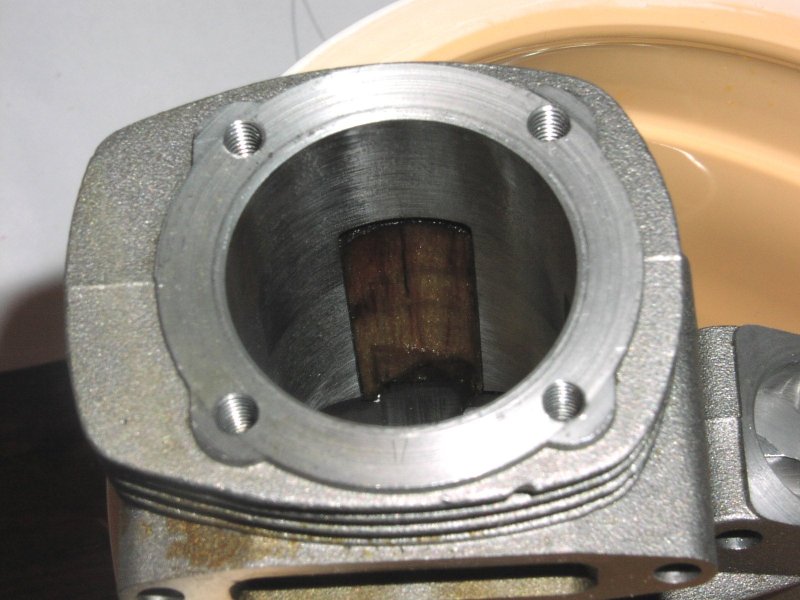
| unmodified cylinder. | cylinder after the port has been reshaped to the recommendations of John Dixon. The top edge of the 2 transfer ports have been raised until they are 0.6mm below the top of the exhaust port |
 |
 |
|
An easy way to measure the difference in height between the top edge of the exhaust port and the top edge of the transfer port is to insert the piston into the cylinder and slide it up till the top edge is just at the top of the transfer port. You can then use the shank of a twist drill to measure the gap between the top of the piston and the top of the exhaust port. My method is to measure the distance down from the top of the cylinder to the top of the exhaust port using a a set of digital calipers then, add 0.6mm to the measured value and grind the transfer port top edge till it just reaches the caliper tail. Whilst I was preparing this description I measured some parts to check the dimensions and found an interesting thing. The port timing of the Chinese manufactured engines is quite different to the Italian made engines. The actual measurements are as follows:-
I have no idea what the implications of these differences are!
|
 |
 |
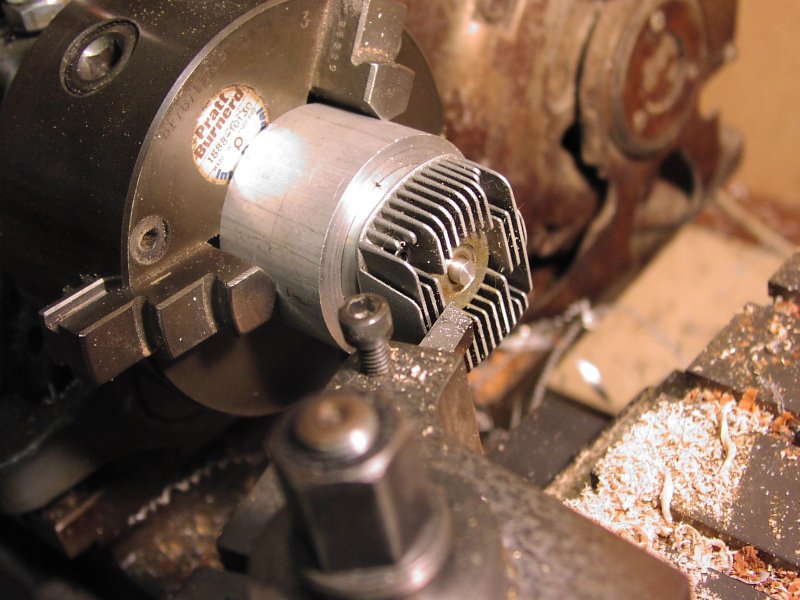
| The head is mounted on the fixture and the top fins skimmed to provide an accurate mounting face for the next machining operation. |
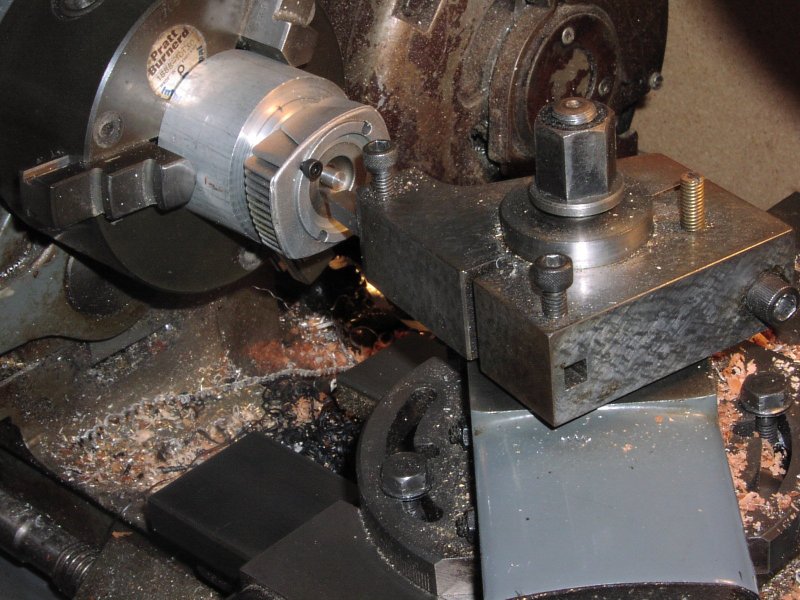
The head is reversed on the fixture ready to machine the chamfer to the squish band. head machining drawing |
 |
 |
| the cylinder head before machining. | cylinder head after machining. |
 |
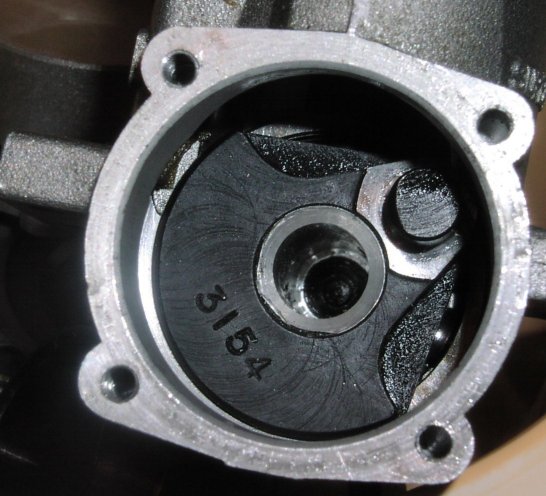
The boost port is blocked with a hand fitted balsa strip. This one has survived a full seasons flying. It isn't glued in just a firm fit in the crankcase. |
 |
 |
| The crankshaft inlet port before it is opened up. | The shaft bore is cleaned out with a piece of wet&dry on a dowel to make sure it is free from contamination etc. A piece of aluminium rod is machined to Ř10mm to a firm sliding fit in the bore. This is fitted into the bore using Loctite High strength retainer. The bore is then drilled to a diameter of 8mm |
|
 |
 |
|
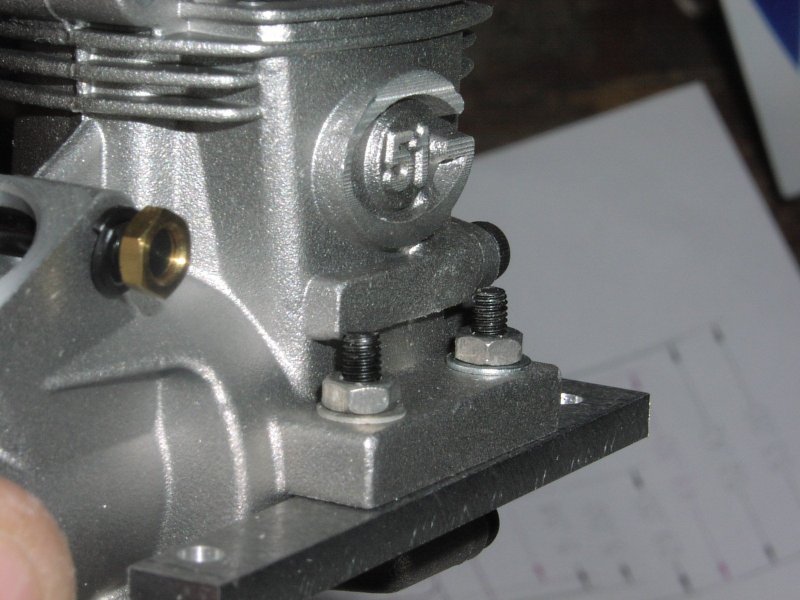
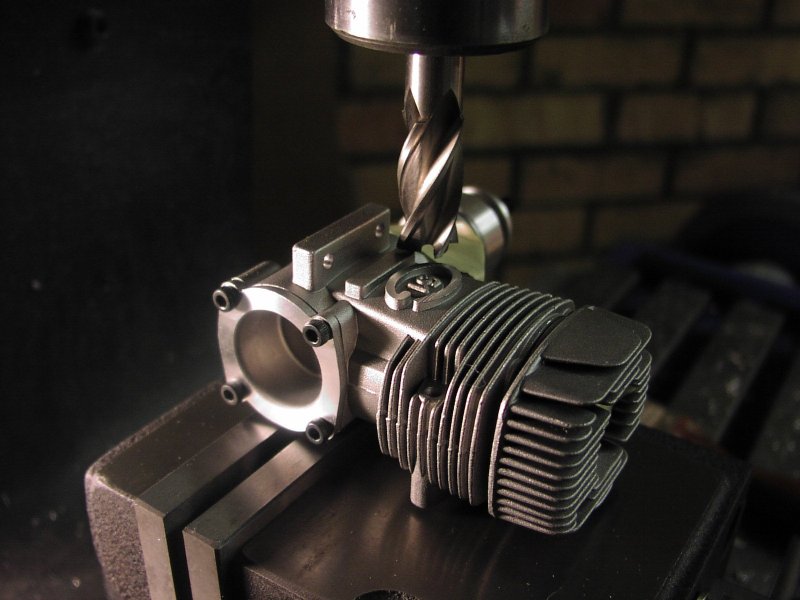
The Chinese version of the SuperTigre G51 is left with some excess lumps on the side of the casting. These get in the way of the mounting screws and don't perform any useful function. The original Italian version of the engine had the same lumps but they were much shallower and didn't interfere with the mounting screws. All openings in the engine are plugged with tissue and the engine is held in the milling machine vice by a lug so that the offending lumps can be machined off. |